ලෝහ කැබලි දෙකක් එකට හා කිරීමට වෙල්ඩිං තාක්ෂනය යෝදාගන්නා බව අපි කොයි කව්රුත් දන්නා දෙයක්. වෙල්ඩිං තාක්ෂනය මූලිකව ක්රම දෙකකට ලඝු කරන්නට පුළුවන්. එනම් ගෑස් වෙල්ඩිං සහ ආර්ක් වෙල්ඩිං කියන දෙආකාරයයි.
ගෑස් වෙල්ඩිං ක්රමය
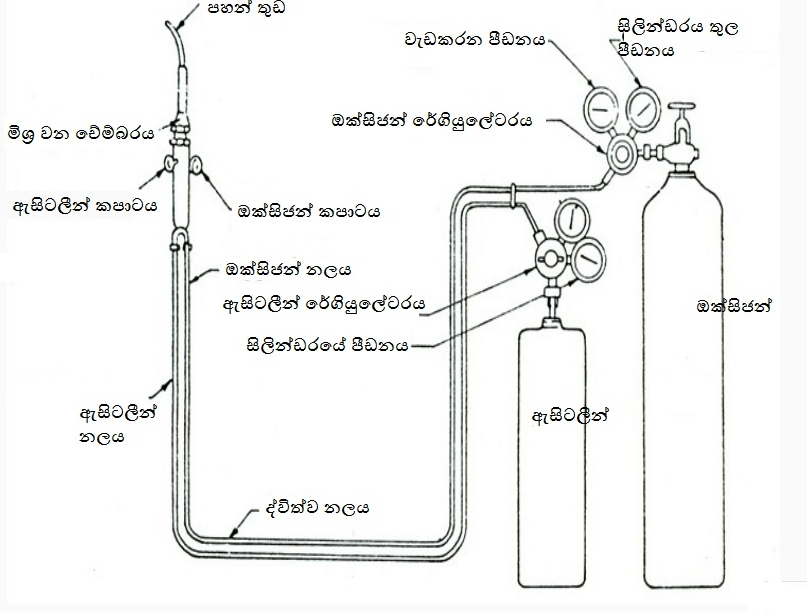
ගෑස් වෙල්ඩිං ක්රමයේ දී පෑස්සීමට අවැසි ලෝහ කොටස් බහුලව භාවිතා කරන ඔක්සි ඇසිටලීන් දෑල්ල මගින් උණුකොට හා කර ගනී. ඒ ඔක්සි ඇසිටලීන් දෑල්ලේ ඇති අධික උෂ්ණත්වය නිසයි
ගෑස් වෙල්ඩිං
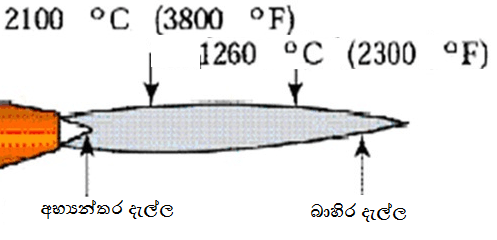
ගෑස් වෙල්ඩිං දැල්ල
පහන් දෑල්ලේ සිරුමාරු කරගෙන මිශ්රණ අනුපාත වෙනස් කරගනිමින් පැස්සීමට සුදුසු දැල්ල සකසාගැනීම වෙල්ඩිංකරුවන් විසින් සිදුකරගනු ලබනවා. නිසි පුහුනුව අත්දැකීම හා එක්එක් අයගේ දක්ෂතාවයද මනා කොට සුදුසු දැල්ල සකසාගැනීමට උපකාර වනවා. ඉහත දැක්වූ ලෙස අනිත් ප්රධාන වෙල්ඩිං ක්රමය වන්නේ ඉලෙක්ට්රික් වෙල්ඩිං ක්රමයයි.
වෙල්ඩිං ක්රමය බොහෝ තිබ්බත් ඒ අතර මුඋලික වන ඉලෙක්ට්රික් වෙල්ඩිං ක්රමයේ ද ස්ටික් (STICK),
මිග් (MIG), ටිග් (TIG) වැනි ක්රම ගැන සමහරවිට ඔබ අසා දැක තිබෙන්නට පුළුවන.

ඉලෙක්ට්රික් වෙල්ඩිං ක්රමයේදී, ජංගම හෝ ස්ථාවර පද්ධතිවලට ජවය සපයන්නේ විදුලියෙනි. පාස්සන්න නම් සංවෘත පරිපථයක් ගොඩනැගිය යුතුයි. එහිදී පරිපථය සම්පූර්ණ වන්නේ ඉලෙක්ට්රෝඩය (වෙල්ඩිං කූර) හා පාස්සන ලෝහය (Base metal) අතර ස්පාර්ක් වීම තුලිනි. මෙහිදී ස්පාර්ක් වෙන්නේ ධාරාව ගලායාම නිසා වන අතර පැනනගින තාපයට රත්වීම නිසා තමයි ලෝහ කොටස් උණුවී එකිනෙක හා වන්නේ.
ආර්ක් වෙල්ඩිං
ඒවායේ සැපයුම් විදුලිය, ප්රත්යාවර්ථ (AC) හෝ සරල ධාරාවක් (DC) ලෙස තෝරා ගන්නට ස්විචයක් හරහා පුළුවන්. ප්රත්යාවර්ථ (AC) ධාරාවක ධන-ඍන වේගයෙන් වෙනස්වන නිසා විභව අන්තරයට සාපේකෂව ධාරා ප්රමාදයක් (Amperage lag) ඇතිවෙනවා. මෙහිදී එම ප්රමාදයට එරෙහිව අඛණ්ඩව අර්ක් ප්රවාහයක් පවත්වා ගැනීමට ඊට උචිත නා නා විධි වෙල්ඩින් කූරු භාවිතා කරනවා. එම කූරු විවිධ වූ බාහිර ෆ්ලක්ස් ආවරණ ආලේපන වලින් සකස් කරලයි තිබෙන්නේ. උදාහරණ ලෙස E6013, AC7018, 6011 වගේ වෙනස් ප්රමිතිගත කූරු ගෙනහැර දක්වන්නට පුළුවන්. සරල ධාරා (DC) යෙදුමකදී ඉලෙක්ට්රෝඩයට ධන හෝ ඍන ධාරාවක් නිශ්චිතවම ලබාදේ. මේ සංසිද්ධියට පෝලැරිටි කියලයි කියන්නේ. එය DCEP (Direct Current Electrode Positive, DC+) ලෙස හෝ DCEN (Direct Current Electrode Negative, DC -) ලෙස සම්මතව දක්වයි. වෙනත් ලෙසකින් කිවහොත් වෙල්ඩිං යන්ත්රයට වයර් අග්ර සම්බන්ධ වන ආකාරය මින් පෙන්නුම් කරනවා. ඉතින් Shielded metal arc welding වලටනම් බහුලව භාවිතාවන්නේ DCEP කියන මෝඩ් එකයි. සාමාන්යයෙන් වෙල්ඩින් කූර මම පෙර කී පරිදි අවශ්ය තත්වයන්ට අනුකුලවයි තෝරාගත යුත්තේ. 6010 DC+, 6011 AC/DC+ වගේ කූරු ශක්තිමත් ආර්ක් පෑස්සුමක් ලබා දෙන අතර පෑස්සිමේ දී මතුපිට පෘෂ්ඨයේ අපිරිසිදු මූලද්රව්ය ඉක්මනින් පුළුස්සා දමා ක්ෂණයෙන් පෑස්සුම හා කෙරේ. මේ නිසා මෙවැනි කූරු වලට “Quick Freeze type”කියාද හඳුන්වනවා. අප දැනගතයුතු කරුණ වන්නේ වෙල්ඩිං කූරුවල ඇති නා නා විධි ෆ්ලක්ස් වර්ග විවිධ භාවිතාවන් සඳහා යොදාගත්තද මූලිකවම මේවා ඔක්සිකාරකයක් ලෙසයි යෝදාගැනෙන්නේ. ඒ වගේම පෑස්සුමට අවශය මුලද්රව්ය ලබාදීම, අනවශ්ය අපිරිසිදුකාරක ඉවත්කිරීම වගේම යකඩ නොවන අලුමීනියම් වගේ පෑස්සුම් සඳහාද ඊට ආදාල වන ෆ්ලක්ස් වර්ගය සහිත වෙල්ඩිං කූරු යොදාගන්නවා.
ආර්ක් වෙල්ඩිං බොර

සාමාන්යයෙන් ගතානුගතික ආර්ක් වෙල්ඩින් නොඑසේනම් ස්ටික් වෙල්ඩිං කරද්දී කූරේ ඇති ෆ්ලක්ස් එක නිසා පෑස්සුමෙන් පසු පෑස්සුම් කළාපයේ උඩ බොර නොඑසේනම් ස්ලග් එකක් ඉතුරුවනවා. මිටියකින් තට්ටුකරලයි ඒවා කඩා ඉවත් කල යුතු වන්නේ. තව එකක්, ස්ටික් වෙල්ඩිං භාවිතාව තුනී ලෝහ ශිට් (අඟලකින් 1/16 පමණ ඝනකම අඩු සීට්) පෑස්සිම් වලට භාවිතා කරන්නට නම් ටිකක් අමාරුයි. මොකද අධික තාපයක් නිසා සීට් එක හිල්වෙනවා. මේනිසා සූක්ෂම පිරිසිදු පෑස්සුම් කරන්න ස්ටික් වෙල්ඩිං ක්රමය මදක් අපොහොසත්වනවා. එවැනි අවශ්යතා සඳහා මිග් (MIG) සහ ටිග් (TIG) තාක්ෂණයක් භාවිතා වනවා.
මිග් පෑස්සුම (MIG Welding)
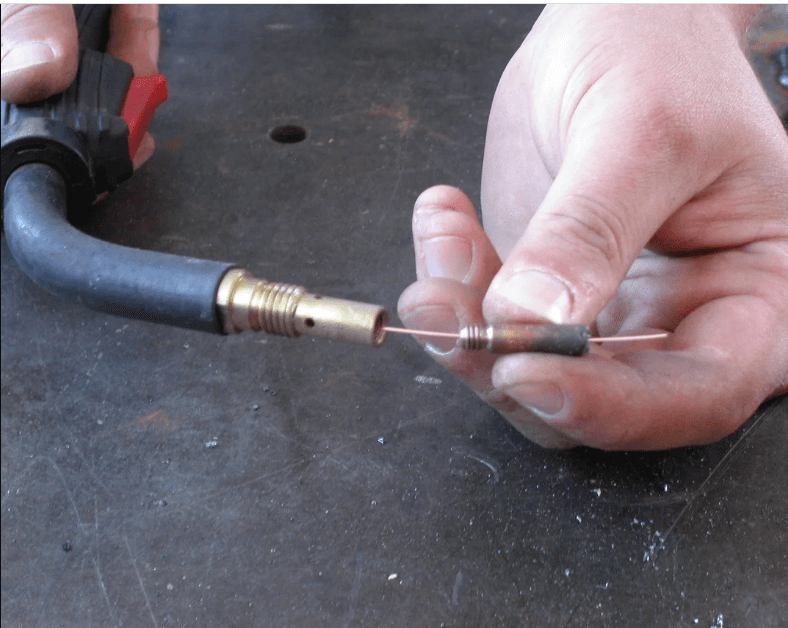
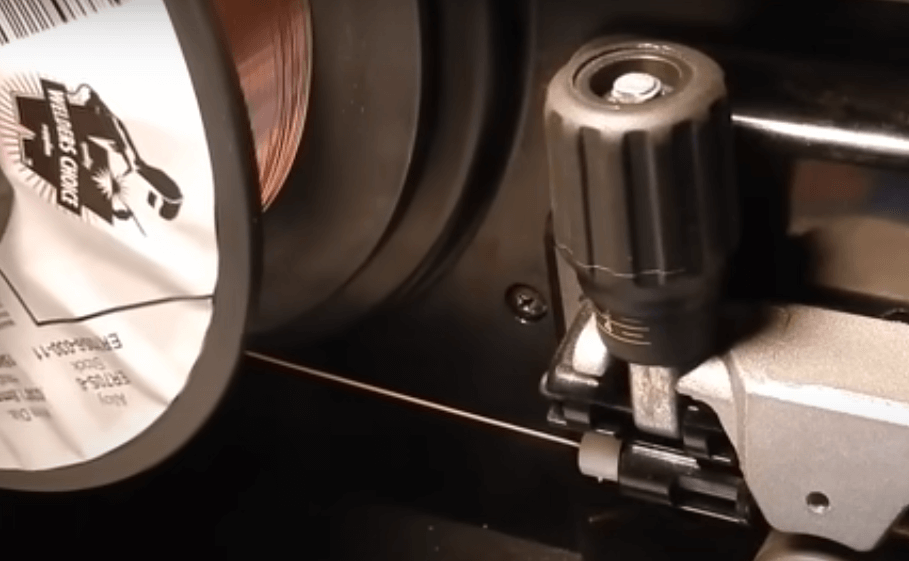
මිග් පෑස්සුම් තාක්ෂණයේ කෙටි යෙදුම MIG (Metal Inert Gas) ලෙස ද GMAW (Gas Metal Arc Welding) ලෙසද හැඳින්වේ. ඒ වගේම වයර් වෙල්ඩිං (Wire Welding) කියාත් සමහරු කියනවා. ඉතා සිහින් කම්බියක් ඉලෙක්ට්රෝඩක් ලෙස පාස්සන ගන් එක ඇතුලින් ස්විචයක් තෙරපීම මගින් එලියට ඒම මෙම ක්රමයේ විශේෂත්වයයි. මේ කම්බිය හරහා තමයි ධාරාව ගමන්කර ස්පාර්ක් වන්නේ. කම්බිය වෙලඩිං යන්ත්රයේ ස්පූල් එකක ඔතා ඇති අතර තෝරාගන්නා වේගය අනුව ස්විචය තදකිරීමෙන් ස්පූල් එක අදාළ වේගයෙන් කරකැවී ෆ්ලෙක්සිබල් බටයක් හරහා පහනේ නොසල් තුඩ තුලින් එලියට ගමන්කරනවා. පෑස්සීම ක්රියාත්මක වන ස්විචය තද කිරීමේදී ධාරවද මෙන්ම නිෂ්ක්රීය වායුවද නොසලය හරහා පෑසසුමට සැපයෙනවා. ඉතින් මේ ෆිලර් ද්රව්ය තමයි පාස්සන බේස් මෙටීරියල් එකට කම්බිය ලෙස සැපයෙන්නේ. පැස්සුමේදී කම්බිය ක්ෂය වන නිසා “Consumable Electrode” කියන වචනය මේ ක්රමය සඳහා භාවිතා කරනවා. සාමාන්යයෙන් ආගන් හා කාබන්ඩයොක්සයිඩ් වායු මේ පෑසසුම් යන්ත්රයට සම්බන්ධ කර ඇත්තේ පාස්සන කොටසට ස්වංක්රියව එම වායූන් සැපයෙන පරිද්දෙනි. මෙමගින් පාස්සන තැන තිබෙන ඔක්සිජන් හා ජලවාෂ්ප වල ක්රියාකාරිත්වය අඩාළ වෙනවා . DCEP කියන ක්රියාකාරීත්වයක් තමයි මිග් ක්රමය සඳහා යොදාගන්නේ. මෙහිදී ඉලෙක්ට්රෝඩයට ධන ධාරා සැපයුමක් තමයි ක්රියාත්මක වන්නේ. මිග් පෑස්සුම අනිත් ක්රමවලට වඩා ඉක්මන් වනාතර පෑස්සුමට පිරවීමක් (Fill) අවශ්ය මොහොතකට මෙම ක්රමය ඉතා උචිතයි.
ටිග් වෙල්ඩිං කම්බිය රඳවන ස්පූල්එක හා ගන් එක
Source: www.instructables.com/How-to-Weld—MIG-Welding/
ටිග් පෑස්සුම (TIG Welding)
මෙයට අධි උෂ්ණත්ව වලට ඔරොත්තු දිය හැකි තංස්ටන් ලෝහයෙන් සමන් විත වන අතර ක්ෂය නොවන ඉලෙක්ට්රෝඩයක් තමයි භාවිතාවන්නේ. එමනිසා මෙය Nonconsumerble ක්රමයක් වනවා. ඒවගේම DCEN ලෙස වන ඍන ආරෝපනයක් තමයි ඉලෙක්ට්රෝඩයට සපයා ඇත්තේ. ඒ නිසා “Tungsten Inert Gas Welding (TIG)” ලෙසද Gas Tungsten Arc Welding (GTAW) ලෙසද නැතිනම් Hiliarc welding ලෙසද මේ ක්රමය හඳුන්වනු ලබනවා. නමුත් අලුමීනියම් පාස්සද්දී ප්රත්යාවර්ථ ධාරාව තමයි භාවිතා කලයුත්තේ. එහිදී ධන ඍන වේගයෙන් වෙනස්වන නිසා ඉහල උෂ්ණත්වය ද ඔක්සයිඩ සුද්ධවීමක්ද සිදුවනවා. නමුත් මිග් ක්රමය මෙන්ම මේ ක්රමයට නිෂ්ක්රීය වායූන් යොදාගැනීම අත්යවශ්ය සාධකයක්.
ටිග් වෙල්ඩිං ගන්එක

දෙශීය ව්යවසායකත්ව නිෂ්පාදනයේ අක්මුල්
මුල් යුගයේදී මෙරට තිබුනේ එංගලන්තයේ නිෂ්පාදිත වෙල්ඩිං යන්ත්ර පමණි. මේවා ස්ථාවර විශාල මිලෙන් අධික වෙල්ඩිං යන්ත්ර වුනා. කාර්මික තාක්ෂණික ආයතනයේ කොළඹ පරිශ්රයේ කොළඹ ක්රමය යටතේ අප රටට හිමිවූ ස්ථාවර වෙල්ඩිං යන්ත්රයක් අදටත් ක්රියාත්මකයි. කොළඹ නගරයේ හමුවන පැරණි සහ විශාල ඉන්ජිනේරු සේවා ආයතනයකට හිමිකම් කියන්නේ කාර්මික තාක්ෂණික ආයතනයයි. එහි ප්රධාන ඉන්ජිනේරු අනුර සුරියආරච්චි මහතාට අනුව මෙම යන්ත්රය අද දක්වාම දෛනික සේවයේ යෙදවෙන්නක්. එය භාවිතා කිරීමට මට ද අවස්තාවක් ලැබුණි. එහි සිටි G M අපොන්සු, පියලාල්, ක්රිෂාන්ත ද සිල්වා හා S A K සඳරුවන් යන ප්රවීන දෙස් විදෙස් නිපුනතාවන් ඇති වෘතීය පෑසසුම් කරුවන්ගේ පැසසුමටද මෙම යන්ත්රයේ ක්රියාකාරීත්වය ලක්විය. අඩි හයක් පමණ උස කොළ පැහැති මෙම යන්ත්රය ඇනලොග් වර්ගයේ ධාරා මීටරයකින් හා වෝල්ට් මීටර් කියවීම් ලබාදෙන අතර බාහිර ඝනකම ආවරණය වාත්තුකර නිමවා තිබෙනවා. උපරිම ඇම්පියර් 375 දක්වා වුනත් ජවයක් එක්කිරීමට මේ යන්ත්රයට හැකියාවක් තියනවා. මේවා උසස් තත්වයේ තඹ කම්බි යෝදාගෙන නිමවා තිබීම නිසයි අදටත් ක්රියාකාරී තත්වයේ පවතින්නේ යයි ඔවුහු පෙන්වා දුන්නා. එදා පටන් රාජ්ය මට්ටමින් ක්රියාත්මක වූ ව්යාපෘති හා ලක්ෂ ගණනක් වූ කාර්මික ව්යවසායකයන්ගේ කාර්මික නිෂ්පාදන කටයුතු වලට සේවාව සැපයූ මේ නිහඬ යන්ත්රය රටටම වටිනා වස්තුවක්.

ප්රධාන ඉන්ජිනේරු අනුර සුරියආරච්චි මහතා

එංගලන්තයේ නිෂ්පාදිත ආරක් වෙල්ඩිං යන්ත්රය
මෙම ලිපිය සඳහා දේශිය නිෂ්පාදන පිළිබඳව ගවේෂණය කිරීමෙදී 1965 තරම් ආඩම්බරකාර අතීතයකට අපේ රටත් දිවයනවා. ඒ විල්ෆ්රඩ් ගුණරත්න නම් වූ ව්යවසායකයෙක් නාවල ප්රදේශය කේන්ද්ර කරගෙන “එල්ක් ආර්ක්” (ELK ARC) නම් වෙළද නාමය යටතේ වෙල්ඩිං කූරු සහ වෙල්ඩිං යන්ත්ර නිෂ්පාදනය ආරම්භ කිරීමයි. හැත්තෑව දශකය මුල් කාලය වනවිට රත්මලාන කේන්ද්ර කරගෙන ඉහල නිපුණත්වය හා නිෂ්පාදන ක්රම භාවිතා කරමින් රැකියා අවස්ථා 300 ඉක්මවා කර්මාන්ත ශාලාව ක්රියාත්මක වූ අතර පසුකාලීනව නිමල් ගුණරත්න, රන්ජිත් ගුණරත්න, හා තිස්ස ගුණරත්න යන සභාපතිවරුන්ගේ නායකත්වය හා කාර්මික දැනුමෙන් මෙම කාර්මික ව්යාපාරය අපරටේ පෝෂණය වුනා. එපමණක් නොව නොමිලයේම මෙම තාක්ෂනය හදාරන්නටත් ඉන්පසුව එම කර්මාන්තශාලාවේම රැකියාවේ නිරතවන්නටත් අවස්ථාව විල්ෆරඩ් මහතා ලාබා දීම තුල මෙම පාසලෙන් ඉගෙනගත් නමගිය කාර්මික ව්යවසායකයන් අද වනවිට අපේ රටේ බිහිවී සාර්ථක වියාපාර කරගෙන යනවා. සිසිලනය, පාරවිද්යුත් හා රසායනික ගුණාංග වල අවශ්යතා මත මෙම ට්රාන්ස්ෆෝමර් තෙල් වල ගිල්වා (oil dip) තමයි වෙල්ඩිං යන්ත්ර නිමවා තිබුනේ. මේ සියලු නිෂ්පාදන ස්විස් හා ජර්මානු පිවිතරයන්ට අනුකූලවීම මෙහි ඇති විශේෂත්වයයි. ලොව මිලෙන් අධික රෝල්ස්රොවිස් කාරයක් සාදන්නා පරිද්දෙන්ම හුදෙක්ම සියල්ල මිනිස් අතින්ම නිර්මාණය කල ට්රාන්ස්ෆෝමරය හා අනෙකුත් කොටස් නිසා මෙම නිෂ්පාදන ලෙහෙසියෙන්ම වෙළදපල ජයගත්තේ දෙශීය ව්යවසායකත්වයකට ඉහල අගයක් දෙමින් හා නිෂ්පාදන ප්රචලීත්වයට ලඟා කර ගනිමිනි. රටේ ඒ වන විට තිබුනේ ගුණරත්න ඉන්ඩස්ට්රිස් විසින් නිෂ්පාදිත වෙල්ඩින් කූරුපමණි. නගර ගම් සිසාරා මෙම නිෂ්පාදන ප්රචලිත වූවත් අභාග්යට මෙන් අසූව දශකයේ අග වනවිට පිටරටින් ගලා ආ නිෂ්පාදන නිසා මෙම දෙශීය නිෂ්පාදනයන් අපට සදහටම අහිමි උනා. රටට විදේශ විනිමය, කාර්මික රැකියා අවස්ථා අත්යවශ්ය කාලයකට අද අප මුහුණ දෙමින් සිටිති. අදටත් මෙම යන්ත්ර භාවිතාවේ තිබෙන බව අත්දැක්කේ ගුවන්විදුලි සංස්ථාවේ භෝජනාගාරය අසලදී ක්රියාත්මක වෙමින් පැවති යන්ත්රයක් හදිස්සියේ මගේ නෙත ගැටුණ අවස්ථාවකයි. මෙම ව්යාපරික පවුලේ තුන්වන පරම්පරාව නියෝජනය කරන හසිත ගුණරත්න මහතා ඇමෙරිකා එක්සත් ජනපදයේ සිට මෙරටට ආ අවස්ථාවක ඔහු හා සම්බන්ධවීමට මට ද භාග්ය උදාවුනා. දෙශීය ව්යවසායකත්වය නගාසිටවීමට රටක දීර්ඝකාලීන ප්රතිපත්තිවල ඇති අවශ්යතාවය හා වෙනත් රටවල නිෂ්පාදන ක්රමවේද ගැන ඔහු එහිදී සාකච්ඡාවට බඳුන් කළා. පසුකාලීනව එනම් දෙදාහ දශකය වන විට කුරුණෑගල ස්පෙක්ට්රා ආයතනය ද කුඩා වෙල්ඩින් යන්ත්ර නිෂ්පාදනය කිරීමට එක් වුනා. කෙසේ නමුත් අද වනවිට චිනයෙ නිෂ්පාදිත කුඩා ඉන්වෙර්ටෙර් ජංගම ආරක් වෙල්ඩිං යන්ත්ර වෙළදපල ආක්රමණය කරලයි තියෙන්නේ. අද වනවිට නවීන තාක්ෂණික ක්රම වේද බලශක්තිය අවමකිරීමට උත්සාහකරනවා.

එල්ක් ආර්ක් නිෂ්පාදනයක්

හසිත ගුණරත්න මහතා
වෙල්ඩිං පෑස්සුම යනු කලාවකි. පුද්ගලයා මත හා දක්ෂතාවය මත එය රඳා පවතී. නමුත් අදවනවිට දෙශීය පෑස්සුම් කරුවන් ඉතාමත් අසීරු කාලයක් පසුකරමින් සිටින්නේ යකඩ හා අනෙකුත් අමුද්රව්ය වල අනපේක්ෂිත සීග්ර වැඩිවීම හේතුකොටගෙන කර්මාන්තය කඩාවැටීමකට ලක්වීම නිසයි. වෘතිකයින් වෙනත් රැකියා සඳහා යොමු වුනත් විදේශ රටවල නිපුණත්වයෙන් ඉහල ශ්රී ලාංකික පෑස්සුම් කරුවන්ට තවමත් හොද ඉල්ලුමක් ඇති බවටයි කරුණු සොයාබැලීමේදී වාර්තාවන්නේ.
කෙසේ වුවද අද කාලයේ තාක්ෂණයට හා අවශ්යතාවයනට ගැලපෙන පරිදී දේශීය පෑසසුම් යන්ත්ර හා අනෙකුත් උපාංග මෙරටදීම ලහි ලහියේ නිෂ්පාදනය කිරීමට අපට දැන් කාලය උදාවී ඇත.




{kind=link}